對焊法蘭廠家
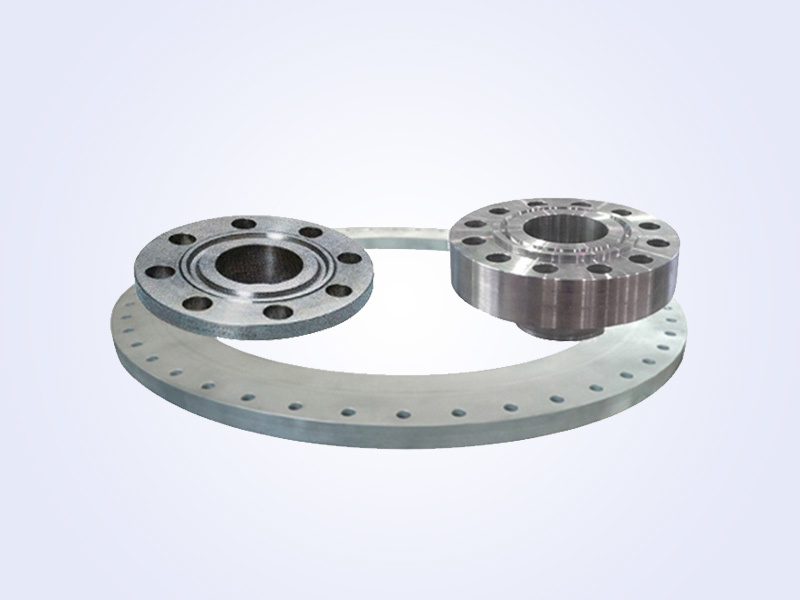
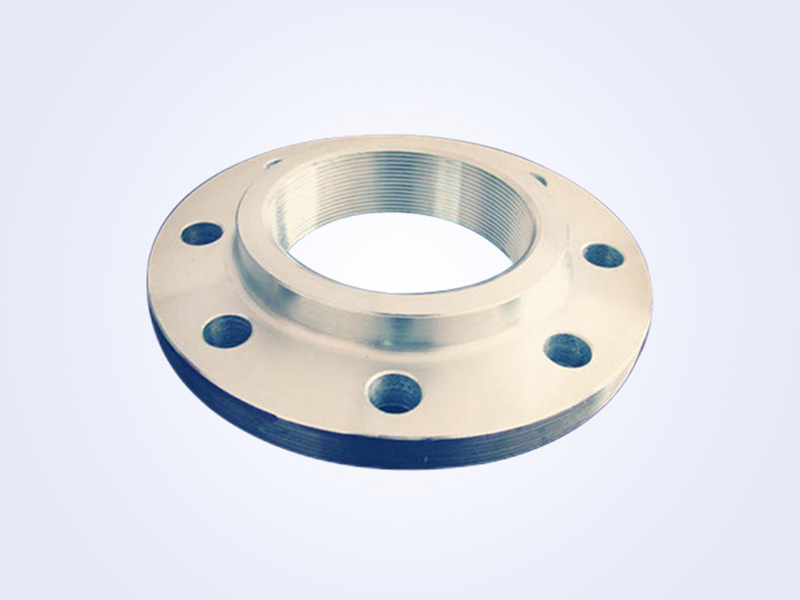
對焊法蘭廠家介紹:對焊法蘭是管件的一種,是指帶頸的并有圓管過渡的并與管子對焊連接的法蘭。對焊法蘭不易變形,密封好,應用廣泛,有相應的剛性與彈性要求和合理的對焊減薄過渡,焊口離接合面距離大,接合面免受焊接溫度變形。
對焊法蘭不易變形,密封好,應用廣泛,有相應的剛性與彈性要求和合理的對焊減薄過渡,焊口離接合面距離大,接合面免受焊接溫度變形,它采取比較復雜的嗽叭形體結構,適用于壓力或溫度大幅度波動的管線或高溫、高壓及低溫的管道,一般用于PN大于2.5MPa的管道及閥門的連接;也用于輸送價格昂貴、易燃、易爆介質的管路上。
對焊法蘭的級別及其技術要求應符合JB4726-4728的相應要求。
1、公稱壓力PN為0.25MP-1.0MPa的碳素鋼、奧氏體不銹鋼鍛件允許采用Ⅰ級鍛件。
2、除以下規定外,公稱壓力PN為1.6MPa-6.3MPa的鍛件應符合Ⅱ級或Ⅱ級以上鍛件級別的要求。
3、符合以下情況之一者,應符合Ⅲ及鍛件的要求:
(1)公稱壓力PN≥10.0MPa法蘭用鍛件;
(2)公稱壓力PN>4.0MPa的鉻鉬鋼鍛件;
(3)公稱壓力PN>1.6MPa且工作溫度≤-20攝氏度的鐵素體鋼鍛件。
對焊法蘭一般采用鍛件或鍛軋工藝制成。當采用鋼板或型鋼制造時,必須符合下列要求:
1、對焊法蘭應經超聲波探傷,無分層缺陷;
2、應沿鋼材軋制方向切割成條狀,經彎制對焊成圓環,并使鋼材的表面形成環的柱面。不得采用鋼板直接機加工成帶頸對焊法蘭;
3、圓環的對接焊縫應采用全熔透焊縫;
4、圓環的對接焊縫應進行焊后熱處理,并作100%射線或超聲波探傷,且射線探傷符合JB4730的II級要求,超聲波探傷符合 JB4730的I級要求。
對焊法蘭的頸部外側斜度應不大于7o。對焊法蘭在生產和焊接時嚴格控制技術參數,保證能夠在生產和使用中充分發揮作用和價值。
不銹鋼對焊法蘭使用注意事項
1、為防止由于不銹鋼對焊法蘭蓋加熱而產生睛間腐蝕,焊接電流不宜太大,比碳鋼焊條較少20%左右,電弧不宜過長,層間快冷,以窄焊道為宜。
2、焊條使用時應保持干燥,鈦鈣型應經150℃干燥1小時,低a氫型應經200-250℃干燥1小時(不能多次重復烘干,否則藥皮容易開裂剝落),防止焊條藥皮粘油及其它臟物,以免致使焊縫增加含不銹鋼對焊法蘭碳量和影響焊件質量。
3、不銹鋼對焊法蘭焊接時,受到重復加熱析出碳化物,降低耐腐蝕性和力學性能。
4、鉻不銹鋼對焊法蘭后硬化性美標法蘭較大,容易產生裂紋。若采用同類型的鉻不銹鋼焊條(G202、G207)焊接,必須進行300℃以上的預熱和焊后700℃左右的緩冷處理。若焊件不能進行焊后熱處理,則應選用不銹鋼對焊法蘭焊條(A107、A207)。